ریخته گری فوم گم شده یک فرآیند ریختهگری با الگوی تبخیری پیشرفته است که در آن یک الگوی فوم - یک کپی دقیق از قسمت مورد نظر - در ماسه بدون پیوند بستهبندی میشود، سپس با فلز مذاب پر میشود که فوم را تبخیر میکند و شکل دقیق خود را میگیرد. محصولات تولید شده با استفاده از ریخته گری فوم از دست رفته بلوکهای موتور خودرو، منیفولدهای پیچیده، محفظههای پمپ صنعتی، بدنه سوپاپها، اجزای راهآهن و مجسمههای هنری - هر قسمتی که نیاز به تحمل ابعادی دقیق، هندسه داخلی پیچیده یا خروجی تقریباً خالص دارد که ماشینکاری یا مونتاژ آن از چندین قطعه بسیار گران تمام میشود. با توجه به انجمن ریخته گری آمریکا (AFS، 2023) ، بازار جهانی ریخته گری فوم از دست رفته تقریباً ارزش گذاری شد 1.68 میلیارد دلار در سال 2022 و پیشبینی میشود تا سال 2030 با CAGR 6.1 درصد رشد کند، که عمدتاً ناشی از الزامات سبکسازی خودرو و حذف هستهها و چسبهای مورد نیاز ریختهگری شن و ماسه سنتی است. این مقاله دقیقاً بررسی میکند که چه محصولاتی با استفاده از این فرآیند ریختهگری میشوند، چرا عملکرد بهتری از جایگزینها برای هندسههای خاص دارد، و چه محدودیتهای مواد و صنعت تعیین میکنند چه زمانی فوم از دست رفته انتخاب درستی است - و نیست -.
چگونه ریخته گری فوم گم شده کار می کند: فرآیند پشت محصولات
ریخته گری فوم گم شده قطعات فلزی توری شکل را با جایگزین کردن قالب و هستههای شنی سنتی با الگوی فومی تولید میکند که وقتی فلز مذاب حفره قالب را پر میکند، از بین میرود - "از بین میرود". توالی فرآیند تعیین می کند که کدام هندسه محصول قابل دستیابی است و چرا این روش قفل طرح هایی را باز می کند که ریخته گری معمولی نمی تواند از نظر اقتصادی تولید کند:
- ساخت الگوی فوم: مهره های پلی استایرن منبسط شونده (EPS) به یک ابزار آلومینیومی تزریق می شوند و با بخار منبسط می شوند تا الگویی از قسمت نهایی، شامل تمام گذرگاه های داخلی، باس ها و زیربرها را تشکیل دهند. برای مجموعه های پیچیده، چندین الگوی فرعی فوم با یک چسب محلول در آب به هم چسبانده می شوند تا یک الگوی ریخته گری واحد ایجاد کنند. دقت ابعادی الگوی فوم مستقیماً دقت ابعادی ریخته گری را تعیین می کند - تحمل 0.005 ± اینچ در هر اینچ (± 0.127 میلی متر بر میلی متر) قابل دستیابی هستند دستورالعمل های ASTM E2349 / AFS .
- پوشش نسوز: الگوی فوم مونتاژ شده در یک دوغاب نسوز سرامیکی (معمولاً بر پایه آلومینا یا زیرکون) به ضخامت 1 تا 3 میلی متر پوشیده شده و سپس خشک می شود. این پوشش دو عملکرد را انجام می دهد: برای حفظ ابعاد الگوی تحت فشار تراکم ماسه، استحکام را فراهم می کند، و سرعت نفوذ گازهای تجزیه فوم به خارج از قالب را کنترل می کند - پارامتری که مستقیماً بر کیفیت سطح و تخلخل ریخته گری تمام شده تأثیر می گذارد.
- تراکم شن و ماسه: الگوی پوشش داده شده در ماسه سیلیسی خشک و بدون پیوند در یک فلاسک فولادی تعبیه شده است و فلاسک برای فشرده شدن شن و ماسه به طور یکنواخت در اطراف همه ویژگیهای الگو به لرزه در میآید. هیچ چسب، رزین یا افزودنیهای آب ماسه سبز استفاده نمیشود - شن و ماسه اساساً بدون تهویه قابل استفاده مجدد است، که یک مزیت هزینه فرآیند قابل توجه است.
- ریختن و تبخیر الگو: فلز مذاب مستقیماً روی اسپرو الگوی فوم ریخته می شود. گرمای فلز فوم EPS را تقریباً تبخیر می کند 2600 درجه فارنهایت (1427 درجه سانتیگراد) برای ریختن آلومینیوم، یک جبهه احتراق ایجاد می کند که از طریق الگوی پیشروی می کند زیرا فلز حفره پشت آن را پر می کند. گازهای تجزیه از طریق پوشش نسوز نفوذ پذیر و ماسه غیرپیوندی خارج می شوند.
- ناک اوت و پایان: پس از انجماد، فلاسک وارونه می شود و قالب ریخته گری از ماسه شل با حداقل تلاش رها می شود - بدون چکش ضربه ای، بدون برداشتن هسته، بدون ابزار برش دروازه برای بیشتر هندسه ها مورد نیاز است. شن و ماسه بازیافت شده به طور مستقیم خنک شده و دوباره مورد استفاده قرار می گیرد.
کدام محصولات خودرویی با استفاده از ریخته گری فوم گم شده ساخته می شوند؟
صنعت خودرو بزرگترین کاربر نهایی است ریخته گری فوم از دست رفته ، تقریباً به حساب می آید 65 تا 70 درصد از حجم تولید فوم از دست رفته جهانی (منبع: مجله گلوبال کستینگ، 2022 ). این فرآیند در اواخر دهه 1980 توسط خودروسازان مورد استفاده قرار گرفت، دقیقاً به این دلیل که امکان تولید قطعات ریخته گری آلومینیوم و آهن پیچیده و چند پاساژی را فراهم می کرد که قبلاً یا در یک بار ریختن غیرممکن بود یا به چندین قطعه ماشینکاری و مونتاژ شده نیاز داشت.
بلوک موتور و سرسیلندر
بلوک های موتور آلومینیومی و سرسیلندرهای آهنی بیشترین کاربرد را دارند ریخته گری فوم از دست رفته در خودروسازی یک بلوک موتور شامل ژاکت های آب، گذرگاه های روغن، سوراخ های سیلندر و باس های پیچ و مهره است - همه در یک ریخته گری پیچیده هندسی که در ریخته گری شنی معمولی به 6 تا 14 هسته شنی برای تشکیل معابر داخلی نیاز دارد. در ریخته گری فوم از دست رفته ، الگوی بلوک کامل - از جمله تمام معابر داخلی - به عنوان یک مجموعه فوم منفرد ساخته می شود و تمام هسته ها و تغییرات ابعادی آنها را حذف می کند. نتیجه یک ریختهگری شبکهای با دیوارههای عبور داخلی صافتر (کاهش تلفات پمپاژ در جلیقههای آب) و فاصله سوراخ تا سوراخ تنگتر از جایگزینهای مجموعه هسته است که امکان کوچک کردن موتور و کاهش وزن را فراهم میکند. یک بلوک موتور آلومینیومی معمولی 4 خطی تولید شده توسط ریخته گری فوم از دست رفته وزن تقریبی دارد 20 تا 25 درصد کمتر نسبت به ریخته گری آهن معادل و نیاز دارد 40٪ عملیات ماشینکاری کمتر در مقایسه با همان قسمت تولید شده توسط ریخته گری شن و ماسه سبز معمولی (منبع: مقاله فنی بین المللی SAE 2021-01-0428 ).
منیفولدهای ورودی
منیفولدهای ورودی - اجزایی که هوا یا مخلوط هوا و سوخت را از بدنه دریچه گاز به دریچه ورودی هر سیلندر توزیع می کنند - از نظر هندسی پیچیده ترین قطعات ریخته گری در موتور هستند. دونده های داخلی بلند، منحنی و منشعب آنها باید دقیقاً برای توزیع جریان هوا در همه سیلندرها، ابعاد دقیق داشته باشند. هر گونه تغییر دونده به دونده به طور مستقیم یکنواختی احتراق و توان خروجی را کاهش می دهد. ریخته گری فوم گم شده منیفولدهای ورودی آلومینیومی یک تکه با رانرهای صاف و با شکل دقیق را در یک عملیات واحد تولید می کند، در حالی که ریخته گری معمولی به یک مجموعه چند تکه با بخش های متصل به واشر نیاز دارد که ناپیوستگی های پله را در هر اتصال ایجاد می کند. برای مقاله SAE 2019-01-1083 ، یک تکه ریخته گری فوم گم شده منیفولدهای آلومینیومی تغییرات جریان دونده به دونده کمتر از 1.5٪ در مقایسه با 3 تا 5 درصد تغییرات در منیفولدهای چند تکه مونتاژ شده.
منیفولدهای اگزوز
منیفولدهای اگزوز به آلیاژهای آهن با دمای بالا (معمولاً چدن داکتیل D5S یا چدن داکتیل SiMo برای دماهای تا 1650 درجه فارنهایت / 900 درجه سانتیگراد) در هندسه های منحنی پیچیده نیاز دارند که برای به حداقل رساندن فشار برگشتی باید دیواره داخلی آنها صاف باشد. ریخته گری فوم گم شده این هندسهها را بدون هسته تولید میکند و به پرداختهای سطح داخلی 250 تا 500 میکرواینچ Ra (6.3 تا 12.5 میکرومتر) در حالت ریختهگری میرسد - برای سرویس اگزوز بدون ماشینکاری ثانویه سطوح داخلی کافی است.
حامل های دیفرانسیل و محفظه های انتقال
حاملهای دیفرانسیل و محفظههای گیربکس هندسه پیچیده بیرونی (جنگهای نصب، زینهای یاتاقان، الگوهای دندهای) را با سوراخهای یاتاقان داخلی با ابعاد دقیق ترکیب میکنند - که آنها را به گزینههای ایدهآل تبدیل میکند. ریخته گری فوم از دست رفته . توانایی این فرآیند برای نگه داشتن تحمل ابعادی 0.005 ± در / در محلهای حفره یاتاقان، استوک ماشینکاری مورد نیاز را کاهش میدهد و در برخی موارد، اجازه میدهد از سوراخهای یاتاقان در شرایط ریختهگری تنها با تراش نهایی به جای حفاری کامل استفاده شود.
کالیپر ترمز و بند انگشت
کالیپرهای ترمز آلومینیومی و بند فرمان از طریق تولید می شوند ریخته گری فوم از دست رفته برای به حداقل رساندن وزن بدون فنر - یک عامل مهم در دینامیک هندلینگ خودرو. الف ریخته گری فوم گم شده بند جلوی آلومینیومی تقریباً 3.5 تا 4.5 پوند وزن دارد، در مقایسه با 7 تا 9 پوند برای ریخته گری شن و ماسه آهنی معادل، با عملکرد ساختاری معادل در موارد بار تعریف شده در استانداردهای خستگی چرخ و بند انگشت SAE J328 .
چه محصولات صنعتی و مهندسی با استفاده از ریخته گری فوم گم شده ریخته گری می شوند؟
فراتر از خودرو، ریخته گری فوم از دست رفته فرآیند انتخابی برای طیف وسیعی از محصولات صنعتی است که در آن پیچیدگی طراحی، گذرهای داخلی یا تلرانس های تنگ روش های ریخته گری جایگزین را غیراقتصادی می کند. کاربردهای صنعتی تقریباً به حساب می آیند 20-25٪ تولید جهانی فوم از دست رفته (منبع: کمیته ریخته گری فوم گمشده AFS، 2022 ).
محفظه ها و پروانه های پمپ
محفظهها و پروانههای پمپ گریز از مرکز به گذرگاههای پیچدار داخلی منحنی و صاف نیاز دارند که مستقیماً بازده هیدرولیکی را تعیین میکنند. ریخته گری فوم گم شده محفظه پمپ های چدنی و فولادی ضد زنگ را تولید می کند که سطح حلزونی آن صاف تر از ریخته گری شن و ماسه معمولی است، که تلفات هیدرولیکی را کاهش می دهد و راندمان پمپ را 2 تا 5 درصد در نرخ جریان معادل بهبود می بخشد - صرفه جویی قابل اندازه گیری در انرژی در میلیون ها ساعت پمپاژ صنعتی در سال. بر اساس استانداردهای موسسه هیدرولیک (HI 1.3، 2020) مقادیر Ra volute داخلی کمتر از 500 میکرواینچ (12.5 میکرومتر) به طور قابلتوجهی کارایی را در پمپهای گریز از مرکز بالاتر از 500 GPM بهبود میبخشد. ریخته گری فوم از دست رفته این را در شرایط ریختگی بدون ماشینکاری ثانویه سطح حلزونی به دست می آورد.
بدنه شیر
بدنه شیرهای پیچیده برای کنترل فرآیندهای صنعتی، سیستمهای نفت و گاز و هیدرولیک حاوی چندین گذرگاه جریان داخلی، پورتهای متقاطع و سوراخهای صندلی با ابعاد دقیق هستند - ترکیبی که به چندین هسته در ریختهگری معمولی یا ماشینکاری گسترده از بیلت نیاز دارد. ریخته گری فوم گم شده این شبکههای عبور داخلی را در یک بار ریختن تولید میکند، فلاش خط جداکننده را روی سطوح نشیمن داخلی حذف میکند و نیاز به ماشینکاری را 30 تا 50 درصد در مقایسه با ماشینکاری بیلت برای بدنههای شیرهای متوسط تا بزرگ کاهش میدهد (منبع: فناوری ریخته گری بین المللی، 2021 ).
محفظه های کمپرسور و اجزای اسکرول
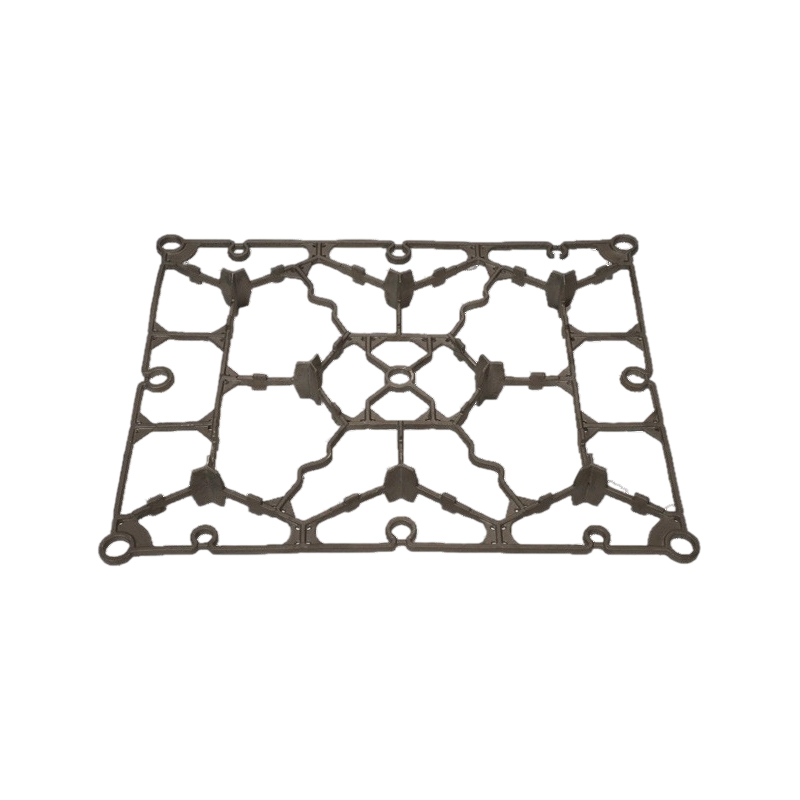
بدنههای کمپرسور اسکرول - مورد استفاده در سیستمهای HVAC، تبرید و ابزارهای پنوماتیکی - حاوی سطوح مارپیچی پیچخورده هستند که از نظر هندسی پیچیدهترین شکلهایی هستند که با ریختهگری تولید میشوند. ریخته گری فوم گم شده این هندسههای مارپیچی را از الگوی فوم با دقت ابعادی که در ریختهگری ماسهای معمولی قابل دستیابی نیست، بازتولید میکند، و تولید تقریباً شبکهای را امکانپذیر میسازد که فقط به ماشینکاری نهایی روی سطوح اسکرول جفتگیری نیاز دارد تا ماشینکاری خشن از ریختهگری خام با حذف قابل توجه مواد.
گیربکس ها و محفظه های کاهنده
محفظههای گیربکس صنعتی باید تراز دقیق حفره یاتاقان را در هندسههای چند صفحهای پیچیده، اغلب با دندهها، بالههای خنککننده، کانالهای روغن و لنتهای نصب روی یک ریختهگری حفظ کنند. ریخته گری فوم گم شده این هندسههای پیچیده را با ضخامت دندههای کمتر تولید میکند 3 میلی متر و شعاع گوشه به همان اندازه محکم 1.5 میلی متر طراحیهای گیربکس با دیواره نازکتر را قادر میسازد که وزن را بدون به خطر انداختن استحکام بدنه کاهش میدهد.
کدام صنایع و محصولات دیگر از ریخته گری فوم گم شده استفاده می کنند؟
فراتر از خودروسازی و صنایع سنگین، ریخته گری فوم از دست رفته طیف متنوعی از دسته بندی های تخصصی محصولات را ارائه می دهد که در آن ترکیب منحصر به فرد آزادی طراحی و دقت ابعادی مزایای خاصی را ارائه می دهد.
اجزای زیرساخت راه آهن و ریلی
کفشکهای ترمز راهآهن، قابهای بوژی و اجزای کوپلر به آهن شکلپذیر یا فولاد منگنزی با استحکام بالا در هندسههای پیچیده نیاز دارند که باید استانداردهای خستگی و ضربه دقیق را رعایت کنند. ریخته گری فوم گم شده برای بدنه های کفشک ترمز و محفظه های درج اصطکاکی استفاده می شود، و قطعات ریخته گری ثابت و بدون تخلخل را تولید می کند. AAR (انجمن راه آهن آمریکا) مشخصات M-215 برای ریخته گری راه آهن حذف خطوط جداکننده و هستهها، نقاط تمرکز تنش را در ریختهگریهای سازه راهآهن کاهش میدهد و عمر خستگی را در مقایسه با ریختهگریهای شنی معمولی با همان هندسه بهبود میبخشد.
اجزای ماشین آلات کشاورزی
بدنه شیر هیدرولیک تراکتور، محفظه های اندازه گیری بذر کارگاه و قاب های مقعر کمباین از طریق تولید می شوند. ریخته گری فوم از دست رفته در چدن داکتیل و آلومینیوم تجهیزات کشاورزی به هندسه پیچیده سیال در حجم تولید کم تا متوسط نیاز دارند - دقیقاً در شرایطی که ریخته گری فوم از دست رفته's مزیت هزینه ابزارآلات نسبت به دایکاست بسیار مهم است. الف ریخته گری فوم از دست رفته ابزار برای منیفولد هیدرولیک تراکتور تقریباً هزینه دارد 15000 تا 40000 دلار در مقایسه با 80000-250000 دلار برای یک ابزار ریخته گری فشار بالا معادل آن، که آن را در حجم سالانه 500-10000 واحد در سال مقرون به صرفه می کند.
موتور دریایی و اجزای پیشرانه
بلوکهای موتور قایق دریایی، محفظههای استرندریو و پروانههای پمپ دریایی از طریق تولید میشوند ریخته گری فوم از دست رفته در آلیاژهای آلومینیوم به دلیل ترکیبی از مقاومت در برابر خوردگی، وزن سبک و پیچیدگی هندسی. واحدهای پایینی موتورهای بیرونی - که شامل جعبه دنده، گذرگاه های پمپ آب، و نصب زبانه های تزئینی هستند - از جمله پیچیده ترین قطعات ریخته گری کوچک از نظر هندسی در تولیدات دریایی هستند، با گذرگاه های متقاطع که برای ریخته گری معمولی به 3 تا 5 هسته نیاز است.
ریخته گری هنری و فلزکاری معماری
هنرمندان و معماران استفاده می کنند ریخته گری فوم از دست رفته (که اغلب در زمینههای هنری «ریختهگری قالب کامل» نامیده میشود) برای تولید مجسمههای برنزی و آلومینیومی، پانلهای تزئینی معماری و سختافزار سفارشی با بافت سطح کامل و جزئیات مدل فوم حکاکی شده اصلی. برخلاف ریختهگری سرمایهگذاری که نیاز به الگوی مومی و پوسته سرامیکی دارد. ریخته گری فوم از دست رفته به هنرمندان این امکان را میدهد که مستقیماً در فوم EPS با ابزارهای رایج (سیم داغ، چاقو، سوهان) حک کنند و مستقیماً بدون انتقال مدل میانی ریختهگری کنند - بافت سطحی خود به خود را حفظ میکند که در یک فرآیند تولید مثل چند مرحلهای از بین میرود.
ریخته گری فوم گم شده در مقابل سایر روش های ریخته گری: کدام یک برای کدام محصولات بهترین است؟
ریخته گری فوم گم شده جایگزین همه روش های ریخته گری دیگر نمی شود - به طور انتخابی برای ویژگی های خاص محصول برتر است. جدول زیر آن را با ریختهگری شن و ماسه سبز، ریختهگری سرمایهگذاری، و ریختهگری تحت فشار بالا در معیارهایی که انتخاب فرآیند را برای محصولات صنعتی معمولی تعیین میکنند، مقایسه میکند:
| معیارها | ریخته گری فوم گم شده | ریخته گری شن و ماسه سبز | ریخته گری سرمایه گذاری | ریخته گری فشار بالا |
|---|---|---|---|---|
| تحمل ابعادی | ± 0.005 اینچ | 0.030 ± اینچ/اینچ | ± 0.003 اینچ | 0.002 ± اینچ در/اینچ |
| پایان سطح (به عنوان بازیگر Ra) | 125-500 میکرون (3-12.5 میکرومتر) | 500-1000 میکرون (12.5-25 میکرومتر) | 63-125 µin (1.6-3.2 میکرومتر) | 32-125 µin (0.8-3.2 میکرومتر) |
| معابر داخلی (بدون هسته) | بله - هر هندسه | به هسته های شنی نیاز دارد | بله - با قابلیت جمع شدن موم محدود شده است | به اسلاید/هسته نیاز دارد. هندسه محدود |
| هزینه ابزار | کم-متوسط (15 تا 80 هزار دلار) | کم (5 تا 30 هزار دلار) | متوسط (10 تا 60 هزار دلار) | بالا (80 تا 500 هزار دلار) |
| محدوده وزن بخشی | 0.1 پوند تا 2000 پوند | 0.5 پوند تا 100000 پوند | 0.001 پوند تا 100 پوند | 0.1 پوند تا 150 پوند |
| تناسب حجم تولید | 500-500000 قطعه در سال | 1-100000 قسمت در سال | 100-100000 قسمت در سال | 10000-1000000 قطعه در سال |
| سازگاری آلیاژی | آلیاژهای Al، Fe، Cu، Mg، Ni | همه آلیاژها | همه آلیاژها | Al، Mg، Zn، Cu (غیر آهنی) |
| محصولات معمولی | بلوک موتور، منیفولد، محفظه پمپ، بدنه سوپاپ | سازه بزرگ، هندسه ساده، ماشین آلات سنگین | تیغه های توربین، ایمپلنت های جراحی، جواهرات | محفظه لوازم الکترونیکی مصرفی، قطعات ساختاری ساده |
جدول 1: مقایسه ریخته گری فوم از دست رفته در برابر شن و ماسه سبز، سرمایه گذاری و ریخته گری فشار بالا در تحمل ابعادی، پرداخت سطح، قابلیت عبور داخلی، هزینه ابزار، و محصولات معمولی. منابع: AFS، SAE International، Casting Technology International (2021-2023).
چه موادی در محصولات ریخته گری فوم گم شده استفاده می شود؟
انتخاب فلز ریخته گری در ریخته گری فوم از دست رفته تعیین می کند که چه محصولاتی را می توان ساخت و چه شرایطی را که ریخته گری می تواند تحمل کند. این فرآیند با طیف وسیع تری از آلیاژها نسبت به ریخته گری فشار بالا سازگار است، و توانایی آن در رسیدگی به آلیاژهای آهنی، آن را از بسیاری از گزینه های ریخته گری دقیق دیگر متمایز می کند:
| مواد | دمای ریختن | سهم بازار در LFC | محصولات معمولی |
|---|---|---|---|
| آلیاژهای آلومینیوم (A319، A356، A380) | 1300–1450 درجه فارنهایت (705–790 درجه سانتیگراد) | ~ 55٪ | بلوک های موتور، منیفولدهای ورودی، بند انگشتی، محفظه پمپ |
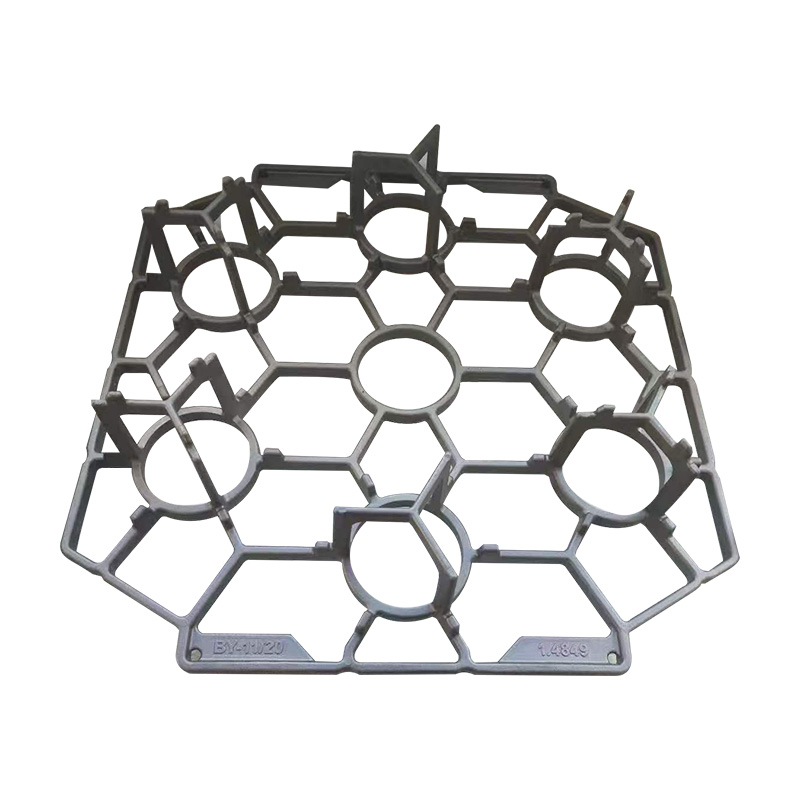
| چدن خاکستری و شکل پذیر | 2600–2800 درجه فارنهایت (1427–1538 درجه سانتیگراد) | 30% | منیفولدهای اگزوز، سرسیلندر، اجزای ترمز، گیربکس |
| فولاد ضد زنگ (304، 316، 17-4 PH) | 2700–2900 درجه فارنهایت (1482–1593 درجه سانتیگراد) | ~8٪ | قطعات دریایی، پروانه های پمپ، تجهیزات پردازش مواد غذایی |
| آلیاژهای برنز و مس | 1850–2100 درجه فارنهایت (1010–1149 درجه سانتیگراد) | ~ 5٪ | ریخته گری هنری، عناصر معماری تزئینی، اتصالات دریایی |
| آلیاژهای منیزیم (AZ91، AM60) | 1200–1350 درجه فارنهایت (649–732 درجه سانتیگراد) | ~ 2٪ | قطعات ساختاری سبک، نمونه های اولیه براکت هوافضا |
جدول 2: مواد ریخته گری مورد استفاده در ریخته گری فوم از دست رفته بر اساس سهم بازار، دمای ریختن و کاربردهای معمول محصول. منبع: گزارش سالانه کمیته ریخته گری فوم گمشده AFS (2022).
چرا ریخته گری فوم گمشده به جای جایگزین برای محصولات پیچیده انتخاب می شود؟
مهندسان و تیم های تدارکات انتخاب می کنند ریخته گری فوم از دست رفته برای محصولات خاص زمانی که سه یا چند مورد از شرایط زیر به طور همزمان وجود داشته باشد - شرایطی که فرآیندهای جایگزین را از نظر فنی ناکافی یا از نظر اقتصادی بازدارنده می کند:
- معابر داخلی پیچیده که به 3 یا بیشتر هسته ماسه نیاز دارند: هر هسته در ریخته گری شن و ماسه معمولی هزینه ابزار، کار مونتاژ، تغییرات ابعادی در چاپ هسته و پتانسیل تغییر هسته را در حین ریختن اضافه می کند. محصولی که در ریخته گری معمولی به 8 هسته نیاز دارد، معمولاً مقرون به صرفه می شود ریخته گری فوم از دست رفته در حجم سالانه بالای 2000 واحد و برتر از نظر هزینه و کیفیت بالای 5000 واحد (منبع: فناوری ریخته گری بین المللی، 2021 ).
- نیاز به شکل نزدیک به شبکه که ماشین کاری را به حداقل می رساند: برای محصولاتی که هزینه حذف ذخایر ریخته گری خام بیش از 25 درصد هزینه کل قطعه است، ریخته گری فوم از دست رفته's دقت ابعاد و تولید عبور داخلی بدون هسته به طور چشمگیری زمان ماشینکاری را کاهش می دهد. مزیت کل هزینه ساخت نسبت به ریخته گری شن و ماسه معمولی 15 تا 35 درصد برای قطعات پیچیده آلمینیومی پیشرانه در هر است. SAE International (2020) .
- هندسه خارجی بدون خط جدایی: ریخته گری معمولی نیاز به زوایای پیش نویس و فلاش خط جداکننده در هر سطح خارجی دارد. ریخته گری فوم گم شده خط جدایی صفر را تولید میکند و به هندسههای خارجی اجازه میدهد - زیر برشها، سطوح ورودی مجدد، منحنیهای مرکب - که از نظر فیزیکی در قالب ماسه دو تکه غیرممکن هستند. این آزادی، الگوهای آجدار ساختاری را برای سختی به وزن بدون جریمه زاویه پیش نویس بهینه می کند.
- حجم تولید متوسط با پیچیدگی متوسط تا زیاد: ریخته گری فوم گم شده بازده تولید را بین 500 تا 500000 قطعه در سال برای قطعات پیچیده اشغال می کند - فراتر از محدوده اقتصادی ریخته گری سرمایه گذاری (بسیار آهسته) و کمتر از حجم مورد نیاز که سرمایه گذاری ابزار ریخته گری فشار بالا را توجیه می کند.
- الزامات انطباق با محیط زیست: ریخته گری فوم گم شده از هیچ چسب شیمیایی استفاده نمی کند، بدون تولید گازهای گلخانه ای تجزیه بایندر (بنزن، تولوئن، فنل) در هنگام ریختن - یک مزیت قابل توجه در مناطق با مقررات سختگیرانه VOC. ماسه خشک همچنین 95 تا 98 درصد قابل بازیافت بدون احیای حرارتی است و ضایعات ریخته گری را به طور قابل توجهی در مقایسه با سیستم های شنی با پیوند شیمیایی کاهش می دهد.
سوالات متداول در مورد محصولات ریخته گری فوم گم شده
Q1: حداکثر اندازه محصولی که می تواند با ریخته گری فوم از دست رفته ساخته شود چقدر است؟
ریخته گری فوم گم شده مقیاس پذیر است از قطعات کوچک با وزن چند اونس تا ریخته گری های صنعتی بسیار بزرگ 2000 پوند (907 کیلوگرم) . محفظه های پمپ بزرگ، قاب های کمپرسور و بدنه شیرهای صنعتی در انتهای بالایی این محدوده در فلاسک های سفارشی تا 6 فوت (1.8 متر) در هر بعد تولید می شوند. حد بالایی عملی با توانایی فشرده کردن شن و ماسه به طور یکنواخت در اطراف الگو و حفظ جریان و دما یکنواخت فلز در کل طول پر تعیین می شود - چالش هایی که با اندازه الگو افزایش می یابد و نیاز به طراحی دقیق سیستم دروازه ای دارد.
Q2: محدودیت های ریخته گری فوم از دست رفته برای طراحی محصول چیست؟
ریخته گری فوم گم شده دارای سه محدودیت اصلی طراحی محصول است. ابتدا حداقل ضخامت دیواره تقریباً می باشد 3 میلی متر for aluminum and 4 mm for iron - دیوارهای نازکتر قبل از اینکه جلوی فلزی از کف در حال تجزیه عبور کند، به طور قابل اعتمادی پر نمیشوند. دوم، این فرآیند به چگالی و ترکیب الگوی فوم EPS حساس است: فوم با چگالی بالا گاز تجزیه بیشتری را در واحد حجم تولید میکند، که خطر ورود کربن یا تخلخل در ریختهگری را افزایش میدهد. سوم، پرداخت سطح، اگرچه بر اساس استانداردهای ریخته گری شن و ماسه خوب است، اما به خوبی ریخته گری سرمایه گذاری نیست (Ra 125-500 µin در مقابل Ra 63-125 µin برای ریخته گری سرمایه گذاری) - به این معنی که محصولاتی که به سطوح بسیار صاف ریخته گری برای آب بندی یا عملکردهای بلبرینگ نیاز دارند، همچنان به ریخته گری سرمایه گذاری یا ماشینکاری ثانویه نیاز دارند.
Q3: آیا ریخته گری فوم از دست رفته می تواند محصولات توخالی با محفظه های داخلی بسته تولید کند؟
بله - این یکی از ریخته گری فوم از دست رفته's مهمترین مزیت ها نسبت به سایر روش های ریخته گری. یک محفظه داخلی بسته (کاملاً محصور، بدون بازشو به بیرون) میتواند با ساختن الگوی فوم با فضای خالی داخلی که از قبل وجود دارد، یا با ماشینکاری حفره در یک بلوک فوم یا با مونتاژ دو نیم پوسته فوم در اطراف یک هسته فوم که با بقیه الگوی در طول ریختن تبخیر میشود، تشکیل داد. این امر محصولاتی مانند گرههای ساختاری توخالی، اعضای قاب با بخش بسته و محفظههای سیال مهر و موم شده را قادر میسازد که تولید آنها در یک بار ریختن با استفاده از هر روش ریختهگری دیگری غیرممکن است.
Q4: ریخته گری فوم از دست رفته در مقایسه با ریخته گری شن و ماسه با چاپ سه بعدی برای محصولات پیچیده چگونه است؟
هر دو ریخته گری فوم از دست رفته و ریختهگری شن و ماسه با چاپ سه بعدی (چاپ شنی بایندر جت) چالش هندسه داخلی پیچیده بدون هستههای سنتی را برطرف میکند، اما آنها پنجرههای تولید متفاوتی را اشغال میکنند. ریختهگری شن و ماسه با چاپ سهبعدی در نمونههای اولیه و تولید بسیار کم (1 تا 50 قسمت) برتری دارد، زیرا قالب مستقیماً بدون سرمایهگذاری ابزار چاپ میشود – هزینه راهاندازی اساساً صفر است. ریخته گری فوم گم شده به یک ابزار فوم EPS با هزینه 15000 تا 80000 دلار نیاز دارد، اما پس از آن الگوهایی را با هزینه هر واحد بسیار پایین تولید می کند، که آن را به طور چشمگیری اقتصادی تر از حدود 500 واحد در سال می کند. برای برنامههای توسعهای که به انعطافپذیری نمونه اولیه و مقیاسپذیری تولید نیاز دارند، بسیاری از تولیدکنندگان از شن و ماسه پرینت سه بعدی برای 10 تا 50 نمونه اولیه ریختهگری و انتقال به ریخته گری فوم از دست رفته زمانی که طرح برای تولید منجمد شد.
Q5: آیا ریخته گری فوم از دست رفته از نظر ساختاری معادل ریخته گری شن و ماسه معمولی از همان آلیاژ است؟
وقتی به درستی کنترل شود، ریخته گری فوم از دست رفتهs از نظر متالورژیکی معادل ریخته گری ماسه سبز از همان آلیاژ هستند. نگرانی اصلی کیفیت منحصر به فرد است ریخته گری فوم از دست رفته جذب کربن (در ریختهگریهای آهن) از احتراق ناقص فوم و ریزتخلخل ناشی از گازهای تجزیه به دام افتاده است - که هر دو توسط نفوذپذیری پوشش نسوز، دمای ریختن و فشار سر فلز کنترل میشوند. برای تحقیق AFS (2022) ریخته گری فوم آلومینیومی که به درستی پردازش شده باشد، به استحکام کششی و مقادیر استحکام تسلیم می رسد. 5% از قالب های دائمی معادل از همان آلیاژ، و تمام الزامات کششی استاندارد خودرو (ASTM B108، SAE J453) را برآورده می کند.
Q6: زمان معمول برای تولید یک محصول جدید در ریخته گری فوم از دست رفته چقدر است؟
زمان از طراحی قسمت نهایی تا اولین ریخته گری تولید ریخته گری فوم از دست رفته به طور معمول است 8 تا 16 هفته به شرح زیر تقسیم می شود: طراحی و ماشینکاری ابزار فوم EPS (4-8 هفته)، اولین نمونه های الگوی فوم و تأیید ابعاد (1-2 هفته)، صلاحیت پوشش نسوز (1-2 هفته)، و اولین آزمایش های ریخته گری و بهینه سازی پارامترهای فرآیند (2-4 هفته). این قابل مقایسه با زمان های ریخته گری سرمایه گذاری است و به طور قابل توجهی کوتاه تر از ریخته گری با فشار بالا (16 تا 30 هفته برای قالب های پیچیده) است. ریخته گری فوم از دست رفته برای برنامه هایی با جدول زمانی توسعه فشرده جذاب است.
Q7: آیا ریخته گری فوم از دست رفته برای محصولات سوپرآلیاژ تیتانیوم یا نیکل استفاده می شود؟
ریخته گری فوم گم شده در حال حاضر به صورت تجاری برای محصولات سوپرآلیاژ تیتانیوم یا نیکل استفاده نمی شود. دماهای بسیار بالای ریختن تیتانیوم (بالاتر از 3000 درجه فارنهایت / 1650 درجه سانتیگراد) و سوپرآلیاژهای نیکل (بالاتر از 2800 درجه فارنهایت / 1538 درجه سانتیگراد) حجم و سرعت گاز تجزیه EPS را ایجاد می کند که از نفوذپذیری سیستم های پوشش نسوز فعلی فراتر می رود و باعث ایجاد تخلخل و عدم تخلخل می شود. ریخته گری سرمایه گذاری با پوسته های سرامیکی استاندارد تولید این مواد است. تحقیقات در مورد مواد الگوی جایگزین (فوم PMMA، که کاملاً بیشتر از EPS تجزیه می شود) در حال انجام است و ممکن است در نهایت گسترش یابد. ریخته گری فوم از دست رفته به آلیاژهای با دمای بالاتر، طبق تحقیقات منتشر شده در مجله بین المللی تحقیقات فلزات ریخته گری (2022) .
نکات کلیدی: محصولات مناسب برای ریخته گری فوم گم شده
- پیشرانه خودرو: بلوک های موتور، سرسیلندر، منیفولدهای ورودی و خروجی، جعبه دنده و دیفرانسیل - بیشترین حجم از فوم از دست رفته در سطح جهان است.
- شاسی و ترمز: کالیپرهای ترمز، بند فرمان و اجزای سیستم تعلیق که در آن کاهش وزن آلومینیومی حیاتی است.
- جابجایی سیالات صنعتی: محفظه های پمپ، پروانه ها، بدنه سوپاپ ها و طومارهای کمپرسور که در آن دیوارهای عبور داخلی صاف مستقیماً بر راندمان عملیاتی تأثیر می گذارد.
- انتقال نیرو: محفظههای گیربکس و کاهنده که نیاز به تراز حفرههای یاتاقان محکم در هندسههای چند صفحهای پیچیده دارند.
- راه آهن، کشاورزی و دریایی: اجزای تخصصی در حجم تولید متوسط که مزیت هزینه ابزارآلات نسبت به ریخته گری تحت فشار قانع کننده است.
- هنر و معماری: کارهای سفارشی برنز و آلومینیوم که در آن بافت و فرم دقیق حکاکی فوم باید در فلز حفظ شود.
- ریخته گری فوم گم شده را انتخاب کنید هنگامی که یک محصول دارای 3 یا بیشتر گذرگاه داخلی است، به دقت ابعادی تقریباً به شکل شبکه نیاز دارد، به هندسه بیرونی بدون خط جدایی نیاز دارد، یا با 500 تا 500000 واحد در سال در آلومینیوم، آهن یا فولاد ضد زنگ تولید می شود.