اجزای ریخته گری گریز از مرکز به طور مداوم خواص مکانیکی برتر، ریزساختار متراکم تر و عمر طولانی تر را در مقایسه با قطعات تولید شده با روش های ریخته گری استاتیک ارائه می دهند. با استفاده از نیروی چرخشی کنترل شده برای توزیع فلز مذاب بر روی دیواره قالب، فرآیند ریخته گری گریز از مرکز، تخلخل، انقباض، و عیوب گنجاندن را که گریبانگیر ریخته گری های شن و ماسه معمولی و گرانشی است را از بین می برد. از لوله های تحت فشار و آستر سیلندر گرفته تا حلقه های هوافضا و تجهیزات فرآیند شیمیایی، قطعات ریخته گری گریز از مرکز معیاری برای یکپارچگی ساختاری در برنامه های کاربردی هستند. این راهنما دقیقاً توضیح میدهد که فرآیند چگونه کار میکند، کجا برتر است، و چگونه میتوان تشخیص داد که آیا روش ساخت مناسب برای قطعات شماست یا خیر.
"Centrifugaly Casting" به چه معناست؟
الف ریخته گری گریز از مرکز بخشی از آن با ریختن فلز مذاب در قالبی است که به سرعت در حال چرخش است، جایی که نیروی گریز از مرکز - نه گرانش - فلز را به سمت بیرون می راند تا شکلی متراکم و یکنواخت را در برابر دیواره قالب ایجاد کند. این اصطلاح این دسته از قطعات را از اجزای تولید شده توسط روش های ریخته گری استاتیک مانند ریخته گری شن و ماسه، ریخته گری سرمایه گذاری یا ریخته گری گرانشی، که در آن فلز یک حفره ثابت را پر می کند، متمایز می کند.
سرعت چرخش قالب در طول ریختهگری دقیقاً کنترل میشود و معمولاً نیروی گریز از مرکز ایجاد میکند. 75 تا 150 برابر نیروی گرانش (75-150 گرم) . این نیروی شدید، فلز در حال انجماد را فشرده میکند، ناخالصیهای سبکتر - سرباره، اکسیدها، حبابهای گاز - را به سمت سوراخ داخلی که میتوان آنها را ماشینکاری کرد، هل داد و ساختار دانهای ایجاد میکند که ریزتر و تراز تر از هر قالب ریختهگری استاتیکی است.
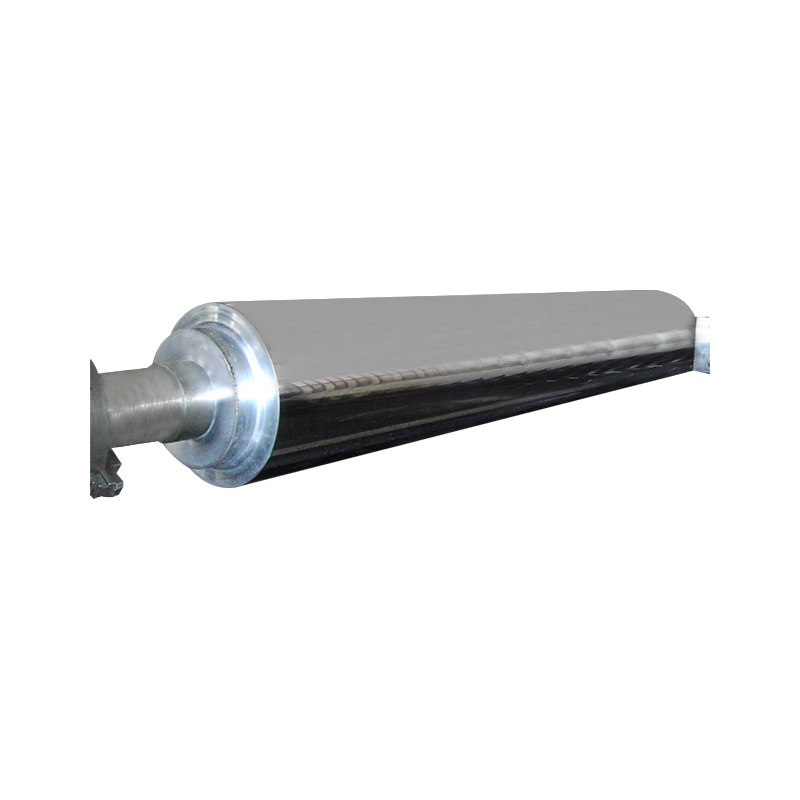
این فرآیند معمولاً در هندسههای استوانهای یا لولهای - لولهها، حلقهها، آستینها، آسترها و بوشها- اعمال میشود، اگرچه انواع شکلدار این فرآیند میتوانند اشکال نامتقارن پیچیدهتری ایجاد کنند.
فرآیند ریخته گری گریز از مرکز چگونه گام به گام کار می کند
فرآیند ریختهگری گریز از مرکز از یک جریان کاری دقیق پیروی میکند که در آن آمادهسازی قالب، سرعت ریختن، سرعت چرخش و سرعت خنکسازی همگی به دقت کنترل میشوند تا قطعات بدون نقص تولید شوند. در اینجا نحوه انجام چرخه استاندارد ریخته گری گریز از مرکز افقی آمده است:
- مرحله 1 - آماده سازی قالب: الف permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- مرحله 2 - چرخش قالب: قالب معمولاً تا سرعت چرخش هدف شتاب می گیرد 300-3000 دور در دقیقه بسته به قطر قالب و چگالی آلیاژ، قبل از شروع ریختن.
- مرحله 3 - ریختن فلز: در حالی که قالب می چرخد، فلز مذاب از طریق یک دهانه ریزش با سرعت جریان کنترل شده وارد می شود. فلز فوراً با نیروی گریز از مرکز به بیرون در برابر دیواره قالب پرتاب می شود.
- مرحله 4 - انجماد: فلز از بیرون به داخل جامد می شود و دیواره متراکم بیرونی ابتدا در برابر قالب سرد منجمد می شود. ناخالصی های سبک تر به سمت داخل سوراخ جدا شده و در آخر جامد می شوند.
- مرحله 5 - استخراج و بازرسی: پس از جامد شدن، ریختهگری استخراج میشود، اجازه داده میشود تا خنک شود و قبل از ماشینکاری تحت بازرسی ابعادی، آزمایش اولتراسونیک و بررسی سطح قرار میگیرد.
- مرحله 6 - ماشینکاری: سوراخ داخلی - که حاوی لایه ناخالصی جدا شده است - ماشینکاری می شود و فقط ساختار فلزی بیرونی تمیز و متراکم باقی می ماند. این یک مزیت کیفیت کلیدی است: نقص ها به طور سیستماتیک حذف می شوند، نه پنهان.
سه نوع ریخته گری گریز از مرکز: واقعی، نیمه و سانتریفیوژ
همه قطعات ریخته گری گریز از مرکز از یک نوع فرآیند استفاده نمی کنند - سه نوع اصلی در جهت گیری قالب، قابلیت هندسه و درجه ای که نیروی گریز از مرکز قسمت نهایی را شکل می دهد متفاوت است.
1. ریخته گری گریز از مرکز واقعی
محور قالب با محور ریخته گری هم تراز است. سطح داخلی قطعه به طور کامل توسط نیروی گریز از مرکز تشکیل شده است - هیچ هسته ای استفاده نمی شود. این فرآیندی است که برای تولید استفاده می شود لوله ها، سیلندرها، حلقه ها و لوله ها . قالب ممکن است به صورت افقی (برای استوانه های بلند) یا عمودی (برای حلقه های کوتاه با قطرهای بزرگ) جهت گیری شود. این نوع حداکثر چگالی و مزیت ریزساختاری هر سه روش را ارائه می دهد.
2. ریخته گری نیمه گریز از مرکز
قالب حول یک محور عمودی می چرخد، اما از یک هسته مرکزی برای تشکیل هندسه داخلی استفاده می شود. مکمل نیروی گریز از مرکز - به جای اینکه صرفاً تعیین کننده - توزیع فلز باشد. این روش برای قطعات چرخ دنده، چرخ ها، قرقره ها و قطعات فلنج دار جایی که یک مرکز جامد مورد نیاز است. این فرآیند چگالی بهتری نسبت به ریختهگری استاتیک دارد اما کمتر از ریختهگری گریز از مرکز واقعی است.
3. سانتریفیوژ کردن (ریخته گری تحت فشار)
حفره های متعدد قالب به صورت شعاعی در اطراف یک اسپرو مرکزی قرار گرفته اند. کل مجموعه با استفاده از فشار گریز از مرکز برای فشار دادن فلز به هر حفره می چرخد. از این نوع استفاده می شود قطعات کوچک، پیچیده، غیر متقارن مانند اجزای دندانی، جواهرات و قطعات دقیق کوچک که در آنها بهبود پر کردن و کاهش تخلخل اهداف اولیه هستند. مزیت گریز از مرکز در اینجا کامل بودن پر کردن به جای بهبود چگالی است.
| تایپ کنید | جهت گیری قالب | هسته مورد نیاز است؟ | قطعات معمولی | مزیت تراکم |
| گریز از مرکز واقعی | افقی یا عمودی | خیر | لوله ها، سیلندرها، حلقه ها | حداکثر |
| نیمه گریز از مرکز | عمودی | بله (هسته مرکزی) | جعبه دنده، چرخ، فلنج | بالا |
| سانتریفیوژ کردن | عمودی (radial cavities) | بله (قالب های شکل) | قطعات دقیق کوچک | متوسط |
جدول 1: مقایسه سه نوع فرآیند ریخته گری گریز از مرکز بر اساس جهت، نیاز هسته، هندسه قطعه و مزیت چگالی نسبی.
چرا قطعات ریخته گری گریز از مرکز از نظر متالورژی برتر هستند؟
مزایای متالورژیکی قطعات ریختهگری گریز از مرکز حاشیهای نیستند - آنها قابل اندازهگیری، تکرار و مستندسازی در طول دههها دادههای آزمایش مواد هستند. در اینجا چیزی است که فیزیک این فرآیند ارائه می دهد:
تخلخل نزدیک به صفر
در ریختهگریهای ساکن، حبابهای گاز و حفرههای انقباض در داخل جرم انجماد به دام میافتند. در قطعات ریخته گری گریز از مرکز، میدان نیروی گریز از مرکز (75-150 G) بسیار قوی تر از نیروهای شناوری است که حباب های گاز را در جای خود نگه می دارد، بنابراین حباب ها به سمت داخل سوراخ حرکت می کنند و از طریق ماشین کاری حذف می شوند. آزمایش مستقل به طور منظم پیدا می کند سطوح تخلخل زیر 0.1٪ در قطعات ریخته گری گریز از مرکز، در مقایسه با تخلخل 2-5٪ در ریخته گری شن و ماسه معادل.
انجماد جهت دار و ساختار دانه ریز
فلز از دیواره بیرونی به داخل در قسمت ریخته گری گریز از مرکز جامد می شود. این انجماد جهت دار یک ساختار دانه ستونی را ایجاد می کند که به صورت شعاعی تراز شده است - قوی ترین جهت برای کاربردهای حاوی فشار. نتیجه ماده ای است که از نظر خواص کششی و خستگی به فلز فرفورژه (کار شده) نزدیکتر از ریخته گری معمولی رفتار می کند.
مزایای خواص مکانیکی
در مقایسه با معادل های ریخته گری شن و ماسه در همان آلیاژ، اجزای ریخته گری گریز از مرکز معمولاً نشان می دهند:
- 10-20٪ استحکام کششی بالاتر
- 15-25٪ قدرت تسلیم بالاتر
- 20-30٪ ازدیاد طول (شکل پذیری) بهتر
- مقاومت در برابر خستگی به طور قابل توجهی بهبود یافته است تحت بارگذاری چرخه ای
- مقاومت در برابر خوردگی برتر به دلیل یک ریزساختار همگن و بدون گنجایش
جداسازی گنجاندن
سرباره، اکسیدها و اجزای غیر فلزی چگالی کمتری نسبت به ماتریس فلز مذاب دارند. تحت نیروی گریز از مرکز، آنها به سمت داخل به سطح سوراخ جدا می شوند - همان ناحیه ای که متعاقباً ماشینکاری می شود. این بدان معنی است که دیوار ساختاری قسمت تمام شده است اساساً عاری از اجزاء ، نتیجه ای که هیچ روش ریخته گری ایستا نمی تواند به طور قابل اعتماد تکرار شود.
بازیگران گریز از مرکز در مقابل بازیگران شنی در مقابل بازیگران سرمایه گذاری: مقایسه مستقیم
قطعات ریختهگری گریز از مرکز به خواص مکانیکی و سلامت داخلی منجر میشوند، در حالی که ریختهگری شن و ماسه بر انعطافپذیری هندسی و ریختهگری سرمایهگذاری در جزئیات عالی برتری دارد - انتخاب درست به نیازهای عملکردی قطعه بستگی دارد.
| معیار | ریخته گری گریز از مرکز | بازیگران شن و ماسه | بازیگران سرمایه گذاری |
| تخلخل داخلی | <0.1% (عالی) | 2-5٪ (ضعیف) | 0.5-1٪ (خوب) |
| استحکام کششی | بالاest | پایین ترین | متوسط–High |
| پیچیدگی هندسی | کم-متوسط (اسوانه ای) | بسیار بالا | بسیار بالا |
| پایان سطح (به عنوان بازیگر) | متوسط (OD smooth) | خشن | عالی |
| بازده مواد | بالا (no risers/gates) | کم (ضایعات سیستم دروازه) | متوسط |
| هزینه ابزار | متوسط | کم | بالا |
| بهترین برای | قطعات تحت فشار، آسترها، حلقه ها | اشکال بزرگ و پیچیده | قطعات دقیق کوچک |
جدول 2: مقایسه سر به سر قطعات ریخته گری گریز از مرکز، ریخته گری شن و ماسه، و قطعات ریخته گری سرمایه گذاری در تخلخل، استحکام، هندسه، پرداخت سطح، عملکرد، هزینه ابزار و مناسب بودن کاربرد.
موادی که معمولاً به عنوان اجزای ریخته گری گریز از مرکز تولید می شوند
ریختهگری گریز از مرکز تقریباً با هر سیستم آلیاژی قابل ریختهگری سازگار است و بهویژه با موادی که از انجماد جهتدار و محتوای گنجایش کم بهره میبرند، مؤثر است. متداول ترین مواد ریخته گری گریز از مرکز عبارتند از:
- چدن خاکستری و شکل پذیر: برای آستر سیلندر، لوله و اجزای ماشین استفاده می شود. چدن گریز از مرکز دارای تراز پوسته گرافیتی است که مقاومت سایش را در کاربردهای آستر افزایش می دهد.
- کربن و فولادهای کم آلیاژ: برای مخازن تحت فشار، تجهیزات فرآیند شیمیایی و حلقه های ساختاری استفاده می شود. فولاد ریخته گری گریز از مرکز به خواص مکانیکی نزدیک به کار می رسد.
- فولادهای زنگ نزن (سری 300 و 400): مورد استفاده در مواد شیمیایی خورنده، فرآوری مواد غذایی و کاربردهای دارویی. ریزساختار بدون گنجایش ضد زنگ ریخته گری گریز از مرکز مقاومت در برابر خوردگی شکاف را افزایش می دهد.
- سوپرآلیاژهای مبتنی بر نیکل: برای حلقه های هوافضا، اجزای توربین گاز و تجهیزات فرآیند با دمای بالا که در آن مقاومت خزشی بالاتر از 700 درجه سانتیگراد مورد نیاز است استفاده می شود.
- آلیاژهای مس (برنز، برنج، فلز تفنگ): برای بوشینگ ها، بلبرینگ ها، آستین ها و اجزای دریایی استفاده می شود. ریخته گری های گریز از مرکز برنز ویژگی های باربری عالی و مقاومت در برابر خوردگی در آب دریا را نشان می دهند.
- الفluminum alloys: برای کاربردهای سبک وزن هوافضا، خودرو و محصولات مصرفی که در آن اجزای لولهای دیوار نازک مورد نیاز است استفاده میشود.
- آلیاژهای تیتانیوم: در کاربردهای تخصصی ایمپلنت های پزشکی و هوافضا استفاده می شود. ریختهگری گریز از مرکز تیتانیوم به دلیل واکنشپذیری شدید فلز در دمای ریختهگری، نیازمند پردازش خلاء یا اتمسفر بیاثر است.
صنایعی که به اجزای ریخته گری گریز از مرکز متکی هستند
قطعات ریخته گری گریز از مرکز در هر صنعتی که اجزای استوانه ای باید فشار، دما یا تنش مکانیکی را در سطوحی که ریخته گری استاتیک نمی توانند به طور قابل اعتماد پشتیبانی کنند، حفظ کنند، ضروری هستند.
نفت و گاز و پتروشیمی
لوله ها، لوله ها و اتصالات ریخته گری گریز از مرکز، ستون فقرات سیستم های کوره پالایشگاه، لوله های کراکر کاتالیزوری و خطوط جریان با فشار بالا را تشکیل می دهند. لوله های تابشی و همرفتی که در 900-1100 درجه سانتیگراد در کوره های پالایشگاهی تقریباً به طور کلی به صورت گریز از مرکز در آلیاژهای مقاوم در برابر حرارت مانند فولاد ضد زنگ HP-Modified یا HK-40 ریخته گری می شوند - موادی که عملکرد آنها در دما کاملاً به یکنواختی ریزساختاری بستگی دارد که فقط ریخته گری گریز از مرکز می تواند ارائه دهد.
تولید برق
روکش های توربین بخار، آستین های روتور و لوله های دیگ بخار در نیروگاه های حرارتی به طور معمول به صورت گریز از مرکز از آلیاژهای کروم-مولی و فولاد ضد زنگ ریخته می شوند. توانایی تولید سیلندرهای دیوار ضخیم با ضخامت دیواره ثابت برای قطعاتی که در آن کار می کنند بسیار مهم است فشار بخار بیش از 300 بار .
الفerospace and Defense
حلقههای سازهای هوافضا، بلبرینگها و روکشهای توربین که بهعنوان اجزای ریختهگری گریز از مرکز تولید میشوند، باید معیارهای پذیرش تست غیرمخرب (NDT) را رعایت کنند. تخلخل نزدیک به صفر حلقه های سوپرآلیاژ نیکل ریخته گری گریز از مرکز به آنها اجازه عبور می دهد. بازرسی نافذ فلورسنت (FPI) و آزمایش اولتراسونیک استانداردهایی که اکثر جایگزین های استاتیکی را حذف می کند.
الفutomotive and Heavy Equipment
آسترهای سیلندر موتور - آستینهای آهنی مقاوم در برابر سایش که سطح سوراخ را در موتورهای دیزلی و بنزینی تشکیل میدهند - از جمله قطعات با حجم بالا ریختهگری گریز از مرکز در تولید جهانی هستند. سالانه میلیونها آستر سیلندر به صورت گریز از مرکز ریختهگری میشوند، زیرا این فرآیند یک ریزساختار گرافیتی در سطح سوراخ ایجاد میکند که حفظ روغن و مقاومت در برابر سایش را بهبود میبخشد. 30-50٪ در مقایسه با جایگزین های ریخته گری استاتیک یا ماشینکاری شده.
زیرساخت های آب و فاضلاب
بیش از یک قرن است که برای زیرساختهای تامین آب شهری، لولههای تحت فشار و اتصالات، لولههای فشار و اتصالات چدن داکتیل به صورت گریز از مرکز ریختهگری میشوند. لوله چدن داکتیل چدن گریز از مرکز با استانداردهای بین المللی مانند ISO 2531 و EN 545 ، و عمر سرویس معمولی در برنامه های مدفون بیشتر است 100 سال .
دریایی و فراساحلی
آستینهای محور پروانه، آسترهای لوله عقب و بدنههای پمپ آب دریا به صورت گریز از مرکز در برنز نیکل-آلومینیوم یا فولاد ضد زنگ دوبلکس ریختهگری میشوند. ریزساختار همگن، خوردگی فاز انتخابی (زنگ زدایی، آلومینیوم زدایی) را که بر جایگزین های ریخته گری استاتیکی در سرویس آب دریا تأثیر می گذارد، حذف می کند.
محدودیتهای ریختهگری گریز از مرکز: زمان انتخاب فرآیند متفاوت
علیرغم مزایای متالورژیکی، ریختهگری گریز از مرکز انتخاب مناسبی برای هر جزء نیست - محدودیتهای هندسی و عوامل اقتصادی به این معنی است که برخی از قطعات توسط فرآیندهای جایگزین بهتر کار میکنند.
- هندسه های نامتقارن پیچیده: قطعات با فلنج، بند نصب، باله های نازک، یا گذرگاه های داخلی پیچیده را نمی توان با ریخته گری گریز از مرکز واقعی تولید کرد. ریخته گری شن و ماسه یا ریخته گری سرمایه گذاری مناسب تر است.
- اندازه های بسیار کوچک دسته ای: راه اندازی قالب و کالیبراسیون سیستم چرخشی مستلزم هزینه های ثابتی است که ریخته گری گریز از مرکز را از نظر اقتصادی برای مقادیر کمتر از تقریباً بهینه نمی کند. 10-20 قطعه در برخی از سیستم های آلیاژی
- الفlloys with extreme density differences between phases: در برخی از آلیاژهای چند فازی، تفکیک گریز از مرکز میتواند باعث ایجاد گرادیانهای ترکیبی در ضخامت دیواره شود - این یک نقطه ضعف است تا یک مزیت. این باید از طریق انتخاب آلیاژ و کنترل فرآیند مدیریت شود.
- اجزای نامتقارن بسیار بزرگ: ریختهگریهای ساختاری مانند بلوکهای موتور، بدنه سوپاپها یا محفظههای پمپ فراتر از پوشش هندسی ریختهگری گریز از مرکز هستند. اینها با ماسه بدون پخت یا ریخته گری سرمایه گذاری بهتر ارائه می شوند.
استانداردهای کنترل کیفیت برای قطعات ریخته گری گریز از مرکز
قطعات ریخته گری گریز از مرکز برای کاربردهای حیاتی باید با مجموعه ای دقیق از استانداردهای آزمایش مواد، ابعادی و غیرمخرب مطابقت داشته باشند. استانداردهای کلیدی قابل اجرا برای قطعات ریخته گری گریز از مرکز عبارتند از:
| استاندارد | الفpplication | الزامات کلیدی |
| الفSTM A 48 / A 278 | ریخته گری گریز از مرکز آهن خاکستری | استحکام کششی، سختی، ریزساختار |
| الفSTM A 532 | الفbrasion-resistant cast iron | سختی، ترکیب، ریزساختار |
| ISO 2531 / EN 545 | لوله آب چدن داکتیل | تست فشار هیدرواستاتیک، ضخامت دیواره، پوشش |
| الفSTM A 999 / A 530 | لوله و لوله گریز از مرکز فولادی | تست هیدرواستاتیک، تلرانس ابعادی، NDT |
| الفMS 2175 | الفerospace castings classification | معیارهای پذیرش رادیوگرافی، FPI، اولتراسونیک |
جدول 3: استانداردهای کلیدی کیفیت و انطباق قابل اجرا برای قطعات ریخته گری گریز از مرکز در صنایع از جمله زیرساخت های آب، لوله های فولادی، چدن و هوافضا.
سوالات متداول در مورد قطعات ریخته گری گریز از مرکز
س: تفاوت بین ریخته گری گریز از مرکز و ریخته گری سانتریفیوژ چیست؟
این اصطلاحات اغلب به جای یکدیگر در صنعت استفاده می شوند، اما از نظر فنی "ریخته گری گریز از مرکز" به ریختهگری گریز از مرکز واقعی اشاره دارد که در آن شکل قطعه مستقیماً توسط نیروی گریز از مرکز (مانند لولهها و سیلندرها) شکل میگیرد. "ریخته گری سانتریفیوژ" یا "سانتریفیوژ" به نوع ریخته گری تحت فشار اشاره دارد که در آن حفره های قالب متعدد حول یک محور مرکزی مرتب شده اند و نیروی گریز از مرکز باعث بهبود پر شدن و کاهش تخلخل در قطعات پیچیده می شود.
س: دیوارهای ریخته گری گریز از مرکز چقدر می توانند ضخامت داشته باشند؟
هیچ حد بالایی عملی برای ضخامت دیواره برای اجزای ریخته گری گریز از مرکز وجود ندارد - سیلندرها و حلقه های دیواره بسیار ضخیم نقطه قوت این فرآیند هستند. ضخامت دیوار از 3 میلی متر تا بیش از 200 میلی متر با موفقیت تولید شده اند. این فرآیند به ویژه برای مخازن تحت فشار دیواره ضخیم سودمند است زیرا الگوی انجماد بیرونی تضمین می کند که دیواره بیرونی از نظر ساختاری در ابتدا تحت فشار جامد می شود.
س: آیا ریخته گری گریز از مرکز می تواند اجزای دو فلزی تولید کند؟
بله اجزای دو فلزی ریخته گری گریز از مرکز - که در آن دو آلیاژ مختلف به صورت متوالی ریخته می شوند تا یک دیوار کامپوزیت را تشکیل دهند - یک کاربرد تجاری قابل توجه این فرآیند است. یک مثال معمول، یک لایه بیرونی آهن سخت مقاوم در برابر سایش است که روی یک لایه داخلی چدن انعطاف پذیر سخت برای کاربردهایی مانند آستر آسیاب و پوسته های رول ریخته می شود. این دو فلز در طول انجماد به صورت متالورژیکی در فصل مشترک پیوند می خورند.
س: ریخته گری گریز از مرکز چگونه با آهنگری برای اجزای حلقه و سیلندر مقایسه می شود؟
آهنگری بالاترین خواص مکانیکی ممکن را از طریق پالایش دانههای ناشی از تغییر شکل ایجاد میکند، اما به قالبهای گرانقیمت نیاز دارد، نمیتوان آن را برای آلیاژها استفاده کرد و از نظر ضخامت و قطر دیواره محدود است. حلقه ها و سیلندرهای ریخته گری گریز از مرکز به دست می آورند 80-95٪ از خواص مکانیکی آهنگری معادل با هزینه ابزار و تولید بسیار پایین تر، و می توان در قطر و ضخامت دیواره هایی که آهنگری از نظر فنی امکان پذیر نیست تولید کرد.
س: چه تحمل ضخامت دیواره را می توان در قطعات ریخته گری گریز از مرکز به دست آورد؟
معمولاً تحمل ضخامت دیواره ریخته گری برای قطعات ریخته گری گریز از مرکز است 3-5% ضخامت اسمی دیواره بسته به آلیاژ، دمای ریختن و شرایط قالب. پس از ماشینکاری، تحمل ضخامت دیوار به پایان رسید ± 0.1-0.5 میلی متر به طور معمول به دست می آیند و الزامات اکثر لوله کشی های فشار و استانداردهای مکانیکی را برآورده می کنند.
س: حداکثر قطر و طول قابل دستیابی در ریخته گری گریز از مرکز چقدر است؟
ماشین های ریخته گری گریز از مرکز افقی به طور معمول لوله ها و سیلندرها را تولید می کنند 2.5 متر قطر و 8 تا 10 متر طول . ماشین های عمودی برای حلقه های کوتاه با قطر بزرگ استفاده می شوند و می توانند قطرهای بیش از حد را در خود جای دهند 3 متر . حد بالایی عملی توسط ظرفیت ماشین و قابلیت جابجایی قالب تعیین میشود تا فیزیک خود فرآیند.
نتیجه گیری: چه زمانی باید اجزای ریخته گری گریز از مرکز را مشخص کرد
هر زمان که طراحی شما نیاز به هندسه استوانه ای دارد، اجزای ریخته گری گریز از مرکز را مشخص کنید، کاربرد شامل فشار، دما، سایش یا خوردگی است و عمر مفید یا ایمنی نگرانی اصلی است. این فرآیند همه کاره ترین روش ریخته گری نیست - نمی تواند با ریخته گری شن و ماسه برای پیچیدگی هندسی یا ریخته گری سرمایه گذاری برای جزئیات دقیق مطابقت داشته باشد - اما برای کلاس خاصی از قطعاتی که تولید می کند، هیچ فرآیند ریخته گری دیگری با ترکیبی از یکپارچگی ساختاری، کارایی مواد و سازگاری ابعادی مطابقت ندارد.
داده ها مبهم هستند: تخلخل زیر 0.1٪، استحکام کششی 10-20٪ بالاتر از معادل های ریخته گری شن و ماسه، عمر مفید در دهه ها به جای سال ها اندازه گیری می شود. این که آیا شما یک لوله کوره برای یک پالایشگاه، یک آستر سیلندر برای موتور دیزل، یا یک حلقه ساختاری برای مجموعه هوافضا مشخص می کنید، انتخاب یک ریخته گری گریز از مرکز جزء انتخابی برای کیفیت متالورژیکی برتر است - و سابقه بیش از یک قرن استفاده صنعتی که کاملا ادعا می کند.